Why Industries Rely on Nitrogen Gas Plants for Stable Production Environments
A process-by-process breakdown of how nitrogen protects product quality, prevents oxidation and contamination, and why on-site generation from a Nitrogen Gas Plant is the most reliable way to secure it.
Sanghi Overseas Team · Nitrogen Gas Plant Manufacturers In India · Oxygen Nitrogen Plant · 12 min read
Nitrogen is the quiet enabler of industrial production. Unlike oxygen — which actively participates in combustion, oxidation, and chemical reactions — nitrogen's value lies in what it prevents: oxidation, contamination, moisture ingress, fire, and chemical degradation. In industry after industry, from food packaging to semiconductor fabrication, the stability and quality of the production environment depends directly on a consistent, high-purity nitrogen supply.
Yet many manufacturers still treat nitrogen as a utilities afterthought, sourcing it from cylinders or bulk liquid deliveries without considering the operational and financial cost of that dependency. At Sanghi Overseas, an associate concern of Sanghi Organization and one of India's established Nitrogen Gas Plant Manufacturers In India, we have spent decades helping industrial buyers understand that on-site nitrogen generation is not a capital expenditure — it is a production stability investment.
This blog explores why nitrogen is so fundamental to stable manufacturing environments, which industries depend on it most, and why an on-site Nitrogen Gas Plant consistently outperforms cylinder and bulk supply over any meaningful operating horizon.
NITROGEN IN NUMBERS
Nitrogen makes up 78% of the atmosphere but is industrially inert — it does not react with most materials under normal conditions. This chemical passivity is precisely what makes it indispensable: wherever oxygen, moisture, or reactive gases would damage a product or process, nitrogen is the solution. The demand for nitrogen across Indian industry continues to grow at 6–8% annually, with on-site generation increasingly the preferred supply model for any operation consuming more than 50–100 m³/hr.
The Role of Nitrogen in Industrial Stability
The concept of a 'stable production environment' means different things in different industries, but nitrogen's contribution to that stability falls into five consistent functional roles. Understanding these roles is the foundation for evaluating whether your operation needs a dedicated on-site Nitrogen Gas Plant.
1. Inert Blanketing — Preventing Oxidation
Inert blanketing is the process of maintaining a nitrogen atmosphere above or around a product or material to exclude oxygen. Oxidation — the chemical reaction between oxygen and a material — causes rancidity in food and edible oils, degradation of pharmaceutical active ingredients, surface scale in metal processing, and contamination in chemical manufacturing. Nitrogen blanketing interrupts this reaction entirely. In storage tanks, reactors, packaging lines, and process vessels, the presence of a reliable Nitrogen Gas Plant ensures the blanket is always maintained — regardless of production volume or shift schedule.
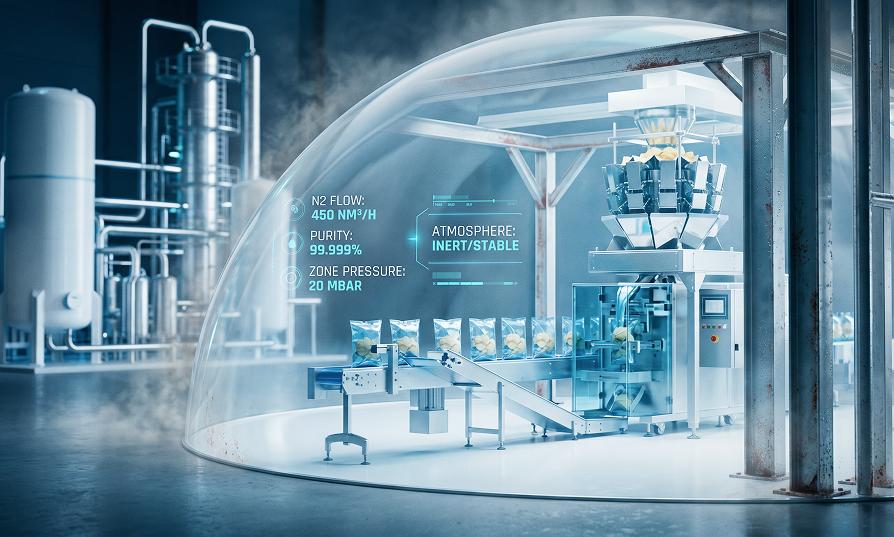
2. Modified Atmosphere Packaging (MAP) — Preserving Product Quality
In food processing and beverage production, nitrogen displaces oxygen inside packaging to dramatically extend product shelf life without chemical preservatives. A packet of snacks, a bag of coffee, a container of fresh meat — all rely on MAP nitrogen at purities of 99–99.5% or higher to suppress microbial growth and lipid oxidation. The consistency of the nitrogen purity level directly determines the consistency of the shelf life claim on the packaging. On-site generation from a Nitrogen Gas Plant ensures that purity never varies between shifts, seasons, or suppliers.
3. Purging — Removing Reactive Gases Before Process Start
Before any process vessel, pipeline, or storage tank is brought into service — or before maintenance is performed — it must be purged of oxygen, moisture, and residual reactive gases. Nitrogen purging is the standard method across petrochemicals, oil and gas, pharmaceuticals, and power generation. The volume of nitrogen required for a purge cycle can be substantial, and access to an on-site Oxygen Nitrogen Plant means purge operations are never delayed by supply logistics. This directly reduces plant startup time and maintenance turnaround.
4. Pressure Testing and Leak Detection
Nitrogen is the preferred medium for pressure testing pipelines, pressure vessels, heat exchangers, and processing equipment — precisely because it is inert, dry, and non-flammable. Using nitrogen instead of compressed air eliminates the fire and explosion risk that oxygen-containing air presents in the presence of hydrocarbons or other flammables. For refineries, LPG plants, and chemical processing facilities, nitrogen pressure testing is not optional — it is mandated by safety regulations. Reliable access to a Nitrogen Gas Plant is a direct safety enabler.
5. Controlled Atmosphere Processing — Heat Treatment and Sintering
In metals processing, ceramics, and powder metallurgy, parts are heat-treated or sintered in controlled atmospheres to achieve specific material properties — hardness, ductility, surface finish — without oxidation or decarburisation. Nitrogen-based atmospheres (pure nitrogen or nitrogen-hydrogen blends) are standard in bright annealing, sintering of metal powders, and continuous furnace operations. The stability of the nitrogen supply during a heat treatment cycle is critical: oxygen ingress during the soak or cooling phase can ruin an entire furnace load.
6. Fire and Explosion Prevention — Inerting
In facilities handling flammable gases, solvents, powders, or dusts, maintaining an inert atmosphere with nitrogen suppresses the oxygen concentration below the limiting oxygen concentration (LOC) required for combustion. Pharmaceutical drying operations, solvent recovery systems, grain storage, and paint spray booths all use nitrogen inerting as a primary fire prevention measure. This is a safety-critical application where supply interruption is simply not an acceptable outcome — making an on-site Nitrogen Gas Plant the only responsible supply model.
Industries That Depend on Nitrogen for Production Stability
As one of India's Nitrogen Gas Plant Manufacturers In India with installations across 90+ countries, Sanghi Overseas has supplied systems to virtually every nitrogen-consuming industry. The sectors below represent the highest-dependency applications — where nitrogen is not a convenience but a production prerequisite.
Food Processing & Packaging
MAP packaging, tank blanketing for edible oils and beverages, grain storage inerting, and liquid nitrogen in freezing tunnels. Purity typically 99–99.5%. Interruption to nitrogen supply means line stoppage and product loss.
Pharmaceuticals & Life Sciences
API manufacturing reactors, lyophilisation (freeze-drying), vial blanketing, clean-room inerting, and autoclave purging. Purity 99.99%+. GMP compliance requires documented purity at every fill point.
Electronics & Semiconductors
Wave soldering, reflow ovens, semiconductor wafer processing, LCD panel manufacture, and fibre optic production. Purity 99.999%+ (≤10 PPM O2). Any oxygen trace causes oxidation defects, solder bridges, or wafer contamination.
Steel & Metal Fabrication
Bright annealing of stainless steel coils, sintering of metal powders, atmosphere control in continuous casting, and nitrogen purging of ladles. Purity 99–99.99% depending on application.
Oil, Gas & Petrochemicals
Pipeline purging and commissioning, vessel inerting before hot work, pressure testing of process equipment, and wellhead blanketing. Very high volume consumption; on-site Oxygen Nitrogen Plant is the only practical supply model at scale.
Chemicals & Specialty Manufacturing
Reactor blanketing to prevent runaway oxidation reactions, solvent distillation inerting, and drum and IBC filling under nitrogen. Purity varies by reaction chemistry — from 98% to 99.999%.
Automotive & Components
Heat treatment of transmission and engine parts, powder metal sintering for gears and bearings, nitrogen-assisted laser cutting, and tyre inflation for racing and aviation applications.
Laboratories & Specialty Gas
Carrier gas in gas chromatography, zero-air generation, reference gas standards, and cryogenic sample storage. Ultra-high purity (99.9999%) required — only achievable from a correctly specified Nitrogen Gas Plant.
Nitrogen Purity Tiers — Matching Plant Specification to Application
Not all nitrogen is the same, and selecting the right Nitrogen Gas Plant starts with correctly specifying the purity your process actually requires. Over-specifying purity adds unnecessary capital and operating cost. Under-specifying causes product failures, process contamination, or safety incidents. As experienced Nitrogen Gas Plant Manufacturers In India, Sanghi Overseas guides every buyer through this specification process.
| Purity Level | Application | Why This Level Matters |
|---|---|---|
| 99–99.5% | Steel & metal fabrication, food packaging (MAP) | Prevents oxidation in packaging; reduces scale in metal processing |
| 99.99% | Pharmaceuticals, chemicals, laboratory use | Meets pharmacopoeia & GMP inert blanketing requirements |
| 99.999%+ (≤10 PPM O2) | Electronics, semiconductors, fibre optics | Any trace oxygen causes product defects in clean-room processes |
| 99.9999% (1 PPM) | Specialty gas, calibration, semiconductor fab | Maximum purity; requires modified plant with separate LN2 pump |
SANGHI OVERSEAS PURITY CAPABILITY
Our Oxygen Nitrogen Plant simultaneously produces oxygen at 99.6% purity and nitrogen at purities from 96% up to 99.9999% (1 PPM oxygen) — all from a single cryogenic air separation unit. High-purity nitrogen at 1 PPM is achievable in modified plant configurations with a separate liquid nitrogen pump, at additional cost. No second plant required. No second supplier required.
Key Specifications — Sanghi Overseas Nitrogen Plants
Sanghi Overseas designs and manufactures cryogenic nitrogen plants across a wide capacity range under the SANGHI-O RG series. The specifications below represent the core performance parameters that define real-world production stability.
| Nitrogen purity range | 96% to 99.9999% (1 PPM O2) — same plant |
|---|---|
| Oxygen purity (simultaneous) | 99.6% — no additional cost |
| Capacity range | 60 m³/hr to 1,000 m³/hr (standard); custom to 1,500+ m³/hr |
| Operating pressure (normal) | 32–35 kg/cm² |
| Energy consumption | 1.0 kWh per m³ O2 at ≥250 m³/hr capacity |
| Defrost cycle interval | 9 months (standard) / 12 months (ORG 1000) |
| Restart time (after defrost) | ~8 hours |
| Restart time (short stop) | 1–1.5 hours |
| Plant certification | ISO 9001:2015 |
| Export track record | 1,100+ installations, 90+ countries |
On-Site Nitrogen Gas Plant vs Cylinder & Bulk Supply
The case for on-site generation versus cylinder or bulk liquid delivery becomes clearer the more carefully the full cost picture is examined. For any operation consuming nitrogen regularly and in meaningful volume, an on-site Nitrogen Gas Plant from a proven Oxygen Nitrogen Plant manufacturer changes the economics permanently.
| Factor | Cylinders / Bulk Liquid | Sanghi Overseas Nitrogen Gas Plant |
|---|---|---|
| Supply continuity | Dependent on supplier & logistics | On-demand, 24/7 in-house |
| Purity consistency | Varies by batch and supplier | Process-controlled at point of generation |
| Per-unit cost (long-term) | Higher — escalates with demand | Lower — primarily electricity |
| Logistics overhead | Freight, rental, demurrage — perpetual | Eliminated after commissioning |
| Scalability | Limited by supplier capacity & schedule | Custom 60–1,500+ m³/hr; expandable |
| Dual gas (O2 + N2) | Separate suppliers, separate cost | Simultaneous from one plant, no extra cost |
| Safety (storage) | High-pressure cylinders on-site | Contained, compliant plant design |
| Payback period | N/A — perpetual spend | Typically 3–5 years at moderate consumption |
What Makes Sanghi Overseas the Right Choice
Selecting an Oxygen Nitrogen Plant is a 20-year decision. The manufacturer's engineering capability, quality discipline, and post-installation support matter as much as the capital cost figure. Sanghi Overseas — as both manufacturer and Oxygen Plant supplier through our export division — brings a combination of technical depth and proven track record that few suppliers in India or globally can match.
DUAL PRODUCTION — ONE PLANT, TWO GASES
Every Sanghi Overseas Oxygen Nitrogen Plant produces both oxygen (99.6%) and nitrogen (up to 99.9999%) simultaneously from the same cryogenic air separation cycle — at no additional operating cost. If your operation uses both gases, you eliminate two cylinder supply dependencies from a single capital investment. This dual-gas capability is one of the most commercially significant features of our plant design.
MEDIUM-PRESSURE EFFICIENCY
Our plants operate at 32–35 kg/cm² during normal continuous production — significantly below high-pressure designs. This reduces energy consumption to 1.0 kWh per m³ of oxygen (250 m³/hr and above), extends compressor component life, reduces wear-related maintenance, and lowers the heat load on cooling systems. Over 20 years of operation, the energy saving versus a high-pressure plant at the same capacity is substantial.
MOLECULAR SIEVE PRE-PURIFICATION
The integrated Molecular Sieve Battery Dryer in every Sanghi Nitrogen Gas Plant removes moisture, CO₂, acetylene, and hydrocarbons from process air before it enters cryogenic temperatures. This is what extends defrost intervals to 9–12 months (versus industry norms that can be far shorter), eliminates the need for separate acetylene absorbers, and removes recurring caustic soda costs. Every month without a defrost cycle is a month of uninterrupted nitrogen production.
GLOBAL TRACK RECORD
Sanghi Overseas has completed 1,100+ installations across 90+ countries — from hospitals in Africa to steel plants in the Middle East to food manufacturers across South and Southeast Asia. As Nitrogen Gas Plant Manufacturers In India with a genuine global footprint, we manage the full project lifecycle: feasibility study, technology selection, infrastructure planning, equipment supply, commissioning, operator training, and lifecycle maintenance support.
Frequently Asked Questions
Everything buyers ask Sanghi Overseas — one of India's most experienced Nitrogen Gas Plant Manufacturers In India — before commissioning an on-site system.
Q: What is a Nitrogen Gas Plant and how does it work?
A Nitrogen Gas Plant — specifically a cryogenic air separation unit of the type manufactured by Sanghi Overseas — separates atmospheric air into its component gases by cooling it to cryogenic temperatures (-196°C for nitrogen). Compressed air is pre-purified through a molecular sieve dryer to remove moisture and contaminants, then cooled through heat exchangers and an expansion engine to liquefy it. The liquid air is then distilled in a column system where nitrogen and oxygen separate based on their different boiling points. The result is a continuous supply of nitrogen at purities from 96% to 99.9999%, and simultaneously, oxygen at 99.6% purity — from the same plant.
Q: Which nitrogen purity level does my industry require?
Purity requirements vary by application. General industrial use (purging, inerting, pressure testing) typically requires 96–99%. Food packaging and steel fabrication need 99–99.5%. Pharmaceutical and chemical blanketing requires 99.99%. Electronics and semiconductor manufacturing requires 99.999% or higher (≤10 PPM oxygen). Ultra-high purity at 1 PPM is achievable from a modified Sanghi Oxygen Nitrogen Plant with a separate liquid nitrogen pump. Sanghi Overseas guides every buyer through purity specification as part of our feasibility process — contact enquiry@sanghioverseas.com to start that conversation.
Q: How does Sanghi Overseas compare to other Nitrogen Gas Plant Manufacturers In India?
Sanghi Overseas — the export division of Sanghi Organization — is one of India's most experienced industrial gas plant manufacturers, with plants operating in 90+ countries and 1,100+ installations since the mid-1980s. Our medium-pressure cryogenic design at 32–35 kg/cm² delivers lower energy consumption than high-pressure alternatives. Our integrated molecular sieve pre-purification extends defrost intervals to 9–12 months. And our dual-production capability — simultaneous oxygen and nitrogen from one plant — is a commercial advantage most Nitrogen Gas Plant Manufacturers In India cannot match without a separate plant.
Q: What capacity range does Sanghi Overseas offer for nitrogen plants?
Our Oxygen Nitrogen Plant series covers nitrogen production from 60 m³/hr through to 1,000 m³/hr in standard configurations, with custom designs available to 1,500+ m³/hr and beyond. The nitrogen output simultaneously produced alongside oxygen varies by model: the SANGHI-O RG 80, for example, produces up to 275 m³/hr of nitrogen at 96% purity alongside 80 m³/hr of oxygen. The right capacity for your operation depends on your process demand, shift pattern, and growth projection — all of which Sanghi Overseas assesses as part of the feasibility study.
Q: How does on-site nitrogen generation compare to cylinder or bulk liquid supply in terms of cost?
For operations consuming more than 50–100 m³/hr of nitrogen consistently, on-site generation from a Nitrogen Gas Plant is almost always more economical over a five-year window. The capital cost is offset by eliminating cylinder rental, freight, demurrage, and supplier price escalation. Running cost is primarily electricity — predictable and fully within your control. Payback periods at moderate consumption levels typically fall in the 3–5 year range, after which the plant runs at a fraction of the equivalent cylinder cost for the remainder of its 20+ year life.
Q: Does Sanghi Overseas supply nitrogen plants outside India?
Yes. Sanghi Overseas is the export division of Sanghi Organization and has supplied Oxygen Nitrogen Plant systems on a turnkey basis to over 90 countries, including UAE, Saudi Arabia, Malaysia, Singapore, Egypt, Nigeria, Kenya, Bangladesh, Sri Lanka, and many more. We manage international logistics, documentation, and on-site commissioning support. Both Indian and international buyers can contact our team at enquiry@sanghioverseas.com or reach us via WhatsApp for region-specific support.
Q: What does the project process look like from enquiry to commissioning?
Sanghi Overseas manages the complete project lifecycle. We start with a demand assessment and feasibility study, then move to technology and capacity selection (cryogenic ASU systems from 50 to 1,500+ m³/hr). We plan infrastructure and site requirements, then supply the complete plant — air compressors, ASU, expansion engine, liquid pumps, storage tanks, and controls. After installation, we provide operator training, a comprehensive operation manual, and a lifecycle maintenance programme covering routine service and spares inventory planning.
Ready to Stabilise Your Production with an On-Site Nitrogen Gas Plant?
Sanghi Overseas — one of India's most trusted Nitrogen Gas Plant Manufacturers In India — designs, supplies, and commissions Oxygen Nitrogen Plant systems from 60 to 1,500+ m³/hr. Tell us your purity requirement and capacity need, and we will build the right solution.